Leather Is Not “Natural”: The Hidden Processing, Pollution, and Trade-offs Behind the Material
“Material responsibility requires lifecycle thinking — because environmental impact is determined not by origin, but by processing, durability, and end-of-life outcomes.”
Leather starts with an animal hide, but calling finished leather “natural” is misleading. After slaughter, hides pass through heavy industrial processes — soaking, liming, tanning, dyeing, finishing — that change the skin chemically, add toxic substances, and create wastes that can harm people and ecosystems. This article explains why leather is a processed industrial material, outlines the main environmental and health problems, and offers clear guidance for designers, brands, and consumers.
What we mean by “Natural”
“Natural” usually means little or no industrial alteration and minimal added chemicals. Raw animal hide is a biological material, but the common commercial result — leather used in shoes, bags, furniture and car interiors — is the product of large-scale chemical processing. Tanning stabilizes the protein structure of the hide so it won’t rot; it’s effective, but often not “natural” in the everyday sense. For a technical overview of the tanning process, see the standard summary of tanning methods.
So here its important that we should know “What a Leather is?”
What is leather and how it came in use:
“Leather is a durable material made from animal hides or skins that are preserved through a chemical process called tanning.”
Leather has been essential to human societies for millennia, beginning in prehistoric times when early humans used animal hides for clothing, shelter, and tools, often treating skins by drying, smoking, or rubbing with fats to preserve them. Archaeological evidence shows leatherworking tools and hide processing from the Paleolithic era onward, and some of the oldest known leather footwear—such as the Areni-1 shoe—dates back to around 3500 BC, found in Armenia.
Early tanning techniques evolved into vegetable tanning using natural tannins from tree bark, practiced by civilizations including those of ancient Egypt and Mesopotamia, where leather was used for sandals, belts, containers, and armor. During the Roman period and Middle Ages, leather became more refined and widely used across Europe, Africa, and Asia, with organized guilds and specialized crafts. By the Industrial Revolution, mechanized processes and chemical tanning methods emerged, shaping leather into a global commodity used in fashion, transport, and luxury goods.
Classification-
global export, sourcing, or content credibility, always describe leather in this format:
Example of proper specification:
“Bovine Full Grain Vegetable Tanned Aniline Leather”
This single line tells:
- Animal source
- Structural quality
- Tanning method
- Surface finish
That is how international buyers and designers specify leather.
How leather is made —
process of Animal source Leather
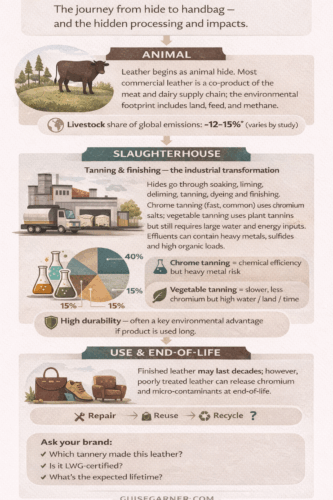
- Preparation: hair removal, fleshing, washing.
- Tanning: conversion of collagen into a stable material — most commonly by chromium salts (chrome tanning) or by plant tannins (vegetable tanning). Chrome tanning is faster and dominant in global trade but uses heavy metals. Vegetable tanning is older and uses plant extracts, but still requires substantial water and land. (See authoritative descriptions of tanning processes).
Other Types of Leather and How They Are Made
| Leather Type | How It Is Made (Process) | Material Structure / Composition | Common Characteristics |
|---|---|---|---|
| Full-Grain Leather | Top layer of hide is cleaned, tanned, and finished without sanding or surface correction | Entire natural grain layer retained | Strongest, breathable, develops patina, longest lifespan |
| Top-Grain Leather | Surface lightly sanded/buffed to remove defects, then dyed and coated | Upper grain with thin protective finish | Smoother look, flexible, slightly reduced strength |
| Corrected-Grain Leather | Heavy sanding + artificial embossing + pigment coating | Modified grain with synthetic surface | Uniform appearance, more processed, less breathable |
| Split Leather | Hide split into layers; lower layer separated from grain and tanned | Fibrous inner layer only | Softer, weaker, lower durability |
| Suede | Split leather sanded on flesh side to create nap texture | Open fibre surface | Velvety feel, breathable, stains easily |
| Nubuck | Grain side lightly sanded to create fine nap | Top grain with brushed surface | Soft matte finish, premium look |
| Vegetable-Tanned Leather | Tanned using plant tannins from bark, leaves, and roots over several weeks | Natural collagen fibres cross-linked by organic tannins | Firm, natural color, ages beautifully, eco-traditional method |
| Chrome-Tanned Leather | Tanned using chromium salts in rotating drums for faster processing | Chemically stabilized collagen fibres | Soft, water-resistant, flexible, mass production friendly |
| Aniline Leather | Dyed with soluble dyes without heavy surface coating | Natural grain visible | Luxury finish, soft feel, shows marks easily |
| Semi-Aniline Leather | Dyed + light protective pigment coating | Partly coated natural grain | Balanced durability and appearance |
| Patent Leather | Leather coated with lacquer or polyurethane for gloss finish | Natural leather + plastic film layer | Shiny, decorative, less breathable |
| Bonded / Reconstituted Leather | Leather scraps shredded and mixed with polyurethane binders, pressed into sheets | Composite material | Low cost, low durability, not pure leather |
| Bi-Cast Leather | Split leather coated with thick PU layer and embossed | Leather base + plastic top layer | Synthetic appearance, affordable |
| Synthetic / PU Leather | Fabric backing coated with polyurethane plastic; no animal hide used | Polymer-based composite | Animal-free, lightweight, non-biodegradable |
| Plant-Based Leather (Pineapple, Mushroom, Cactus) | Plant fibres processed into sheets and combined with natural/biopolymer binders | Bio-fibre composite | Lower environmental impact, evolving durability |
Note: “How it is made” highlights the degree of industrial processing. Many modern leathers involve chemical treatments, coatings, and composite structures rather than purely natural materials.
Main reasons leather should not be called “natural”
1. Chemical treatments (especially chromium)
Chrome tanning uses chromium(III) salts; under certain conditions these can oxidize or be transformed to toxic chromium(VI). Chromium compounds show up in tannery effluents and finished wastes. Studies and industrial reviews document the pollution and human-health risks when chromium is not properly managed.
2. Large environmental footprint tied to livestock
Leather is a byproduct of animal agriculture. Raising cattle and other livestock contributes to land use, deforestation in some regions, water consumption, and greenhouse gas emissions. Global analyses commonly cite the livestock sector as responsible for a significant share of human-caused greenhouse gases (FAO estimated ~14.5% in its 2013 assessment), though methods and estimates are debated. Either way, leather’s environmental footprint is inseparable from upstream livestock impacts.
3. Water use, effluent and solid waste
Tanneries consume large volumes of water and discharge wastewater that can contain high chemical oxygen demand (COD), sulfides, salts, and chromium. Where wastewater is untreated or treatment is poor, local rivers, soils, crops and communities suffer — widely reported in regions with dense tannery clusters.
4. Worker and community health risks
Tannery workers — especially in informal or poorly regulated settings — face exposure to acids, bases, solvents, chromium, and dusts. Long-term studies link exposure patterns in tanneries to elevated health risks; this is a documented occupational concern.
Industry response and “greener” leather
The sector has started to improve transparency and control. The Leather Working Group runs audits and a life-cycle assessment (LCA) framework to track impacts and encourage better practices in tanneries. Their 2024 LCA and other industry tools provide data to compare processes and identify hotspots (water, chemicals, energy). But certification covers only part of global production, and improvements are uneven.
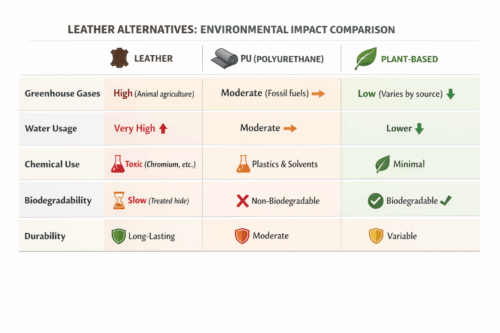
Trade-offs: leather vs synthetic (PU/PVC) leathers
- Leather: durable, repairable, biodegradable in theory, but upstream animal and tannery impacts can be large and health-sensitive.
- Synthetic “vegan” leathers (PU/PVC): avoid animal use and chrome pollution, but are often fossil-fuel based, non-biodegradable, and can release microplastics and toxic additives; their manufacturing also produces emissions and waste. Recent coverage shows neither option is universally “green” — the choice depends on supply-chain practices and product lifespan.
Comparative Environmental & Functional Performance — Leather vs PU vs Plant-Based Materials
| Metric | Conventional Leather (Chrome-Tanned) | PU Leather (Synthetic) | Plant-Based Alternatives (Pineapple, Mushroom, Bio-materials) |
|---|---|---|---|
| GHG Emissions (Manufacturing + Upstream) | High Linked to livestock methane emissions, feed production and land use change |
Medium Petrochemical origin and energy-intensive polymer production |
Low–Medium Reduced livestock footprint; lower emissions in many LCAs |
| Water Consumption | High Soaking, liming, washing and dyeing require large water volumes |
Low–Medium Mainly industrial cooling and processing |
Low Generally lower processing water needs |
| Energy Demand | High Drum processing, drying and finishing stages |
Medium–High Polymer extrusion and coating require electricity |
Low–Medium Depends on fabrication method |
| Chemicals & Toxicity Risk | High Chromium salts, sulfides, dyes; effluent treatment required |
Medium Solvents, VOCs, plasticizers |
Low–Medium Often fewer heavy metals; depends on binders |
| Solid Waste & Effluents | High Sludge, trimmings, chemical wastewater |
Medium Plastic scrap and solvent residues |
Low Biodegradable residues in many systems |
| Microplastic Risk | Low Natural fibre base |
High Plastic shedding during wear and disposal |
Low Minimal synthetic shedding (varies by composite) |
| Biodegradability / End-of-Life | Partially biodegradable; finishes may slow breakdown | Low Persistent plastic waste |
Often biodegradable Compostable in some cases |
| Durability (Expected Lifespan) | High Long service life; strong structural integrity |
Medium May crack, peel or delaminate |
Variable Rapidly improving technologies |
| Repairability | Good Can be repaired, stitched, resoled |
Limited | Variable |
| Cost & Scalability | Premium pricing; established global supply chain | Affordable; mass manufacturing available | Emerging; higher cost and limited scale |
| Certifications / Oversight | LWG audits, wastewater compliance programs | General chemical safety standards | Developing sustainability certifications |
| Typical Trade-offs | Durable and premium but chemically intensive and livestock-linked | Animal-free and cheaper but fossil-based with waste concerns | Lower environmental footprint but durability & supply consistency vary |
Note: Environmental impacts vary by supplier, processing technology, energy source and lifecycle assessment (LCA) boundaries. Ratings indicate general industry tendencies rather than exact values.
Practical guidance (for designers, brands, and customers)
- Design for longevity. The single best environmental move is to make items that last and can be repaired.
- Choose audited tanneries. Prefer leather certified by recognized programs and verified LCAs — for example, work with suppliers that participate in the Leather Working Group audit program.
- Prefer low-impact tanning where appropriate. Vegetable-tanned or otherwise low-chemical processes can reduce certain risks, though they are not impact-free.
- Demand transparency. Ask suppliers for LCA summaries, chemical-management data, and wastewater treatment records. The Leather Working Group LCA summary is a good model to request.
- Consider full trade-off analyses. When switching to synthetic leather, evaluate embodied carbon, microplastic risk, recyclability, and end-of-life pathways.
- Support worker and community protections. Ensure tanneries comply with PPE, exposure limits, and community wastewater controls.
Quick list of authoritative sources and further reading
- FAO — livestock and climate analysis (background on livestock-linked emissions).
- Leather Working Group — LWG LCA summary and audit program.
- Peer-review studies on chromium and tannery effluent impacts.
- Case reporting on polluted tannery districts (example: Hazaribagh, Dhaka).
📍 India & South Asia Case: Hazaribagh’s Leather Pollution and Relocation
One of the most well-documented environmental cases involving tanning is the Hazaribagh tannery area in Dhaka, Bangladesh — directly relevant to Indian audiences due to proximity, shared environmental concern patterns, and similar industrial practices in the region.
📌 Why Hazaribagh matters
Hazaribagh became infamous for its heavy tannery pollution, where hundreds of leather processing units operated within the city without adequate wastewater treatment. Untreated tanning effluent — rich in chromium and other toxic chemicals — was discharged directly into water bodies like the Buriganga River, leading to severe pollution that turned parts of the river pitch-black and harmed aquatic life. The chemical waste also affected local agriculture, groundwater and posed public health risks to workers and residents alike.
Several studies documented extremely high pollution loads from Hazaribagh tanneries, with large quantities of untreated effluent and solid wastes being released daily.
📌 Relocation and regulatory initiatives
To address these problems, the government of Bangladesh pursued relocation of tanneries from Hazaribagh to a planned industrial estate in Savar — outside the central city area — combined with efforts to install a Central Effluent Treatment Plant (CETP) for treating the wastewater before discharge.
However, even after relocation, monitoring and enforcement have been challenging, and some reports indicate that pollution continues to shift to other water bodies like the Dhaleshwari River if treatment infrastructure is not fully optimised.
💡 Why this matters for Indian readers: Many Indian leather hubs (like Kanpur, Kolkata and Tamil Nadu clusters) face similar tannery-related environmental stress due to chromium and other tanning chemicals. The Hazaribagh case is often cited in research and policy discussions on how to regulate the leather supply chain responsibly.
📍 India’s Regulatory Example: Kolkata Leather Complex
On the Indian side, a significant regulatory initiative was the Kolkata Leather Complex in West Bengal — one of the country’s largest efforts to clean up tannery pollution.
Established after a Supreme Court order to mitigate pollution, this industrial complex was designed to relocate tanneries from residential and sensitive water areas (near Kolkata) to a planned site (Bantala).
Key features:
- Houses hundreds of tanneries in a consolidated industrial zone.
- Includes infrastructure like a Common Effluent Treatment Plant (CETP) to manage wastewater collectively.
- Aims to comply with environmental standards and reduce meat industry-linked pollution.
Even with infrastructure in place, issues like maintenance, technological upgrades, and chromium management remain central challenges — highlighting that relocation alone isn’t enough without ongoing enforcement and modern treatment systems.
🛠 India’s Legal Framework for Tanneries
In the broader Indian context, tanneries are regulated under several environmental laws and pollution control systems such as:
- Environment Protection Act, 1986 — overarching authority for environmental protection and industrial regulation in India, empowering the government to enforce standards for wastewater, air emissions, hazardous waste management, and public health safeguards.
Under this framework, tanneries must comply with specific pollution control norms, obtain approvals from Pollution Control Boards, and treat effluents to specified standards before discharge.
🧠 What This Means for Sustainable Fashion in India
✔ Localized learning: Cases from Hazaribagh and Kolkata show that leather production has real environmental and public health impacts when untreated, especially near rivers and cities — a concern relevant for Indian designers, brands, and consumers.
✔ Regulation matters: Enforcement of environmental laws, industry relocation, and infrastructure (like CETPs) can make a difference, but only when combined with monitoring, technology upgrades, and compliance.
✔ Consumer questions: When brands claim their leather is “natural,” ask:
- Where was this leather processed?
- What wastewater treatment systems were used?
- Is the tannery certified under credible environmental standards?
Conclusion — what “not natural”
Calling finished leather “natural” hides the reality: leather is a heavily processed material whose impacts depend on upstream animal production and downstream chemical treatment. For responsible fashion and textiles, the right question is not “leather or not?” but: How was it made? How long will it last? How are local people and ecosystems affected? When brands answer those honestly, consumers can make better choices.